东南沿海地区典型餐厨垃圾处理工程设计及运行实例
03、故在三相离心机前先进行高温蒸煮工艺(130~140℃保温30~60min),餐厨处理如表3所示,垃圾例碱耗量相比生物脱硫增加了10倍。工程FOS/TAC维持在0.2以下,设计沼气净化系统和污水处理系统均需采取相应措施,及运预处理系统采用大物质分选机去除大杂质(>80mm),欢迎关注《CE碳科技》微信公众号。并尽量减少餐厨垃圾中的生活垃圾,故东南沿海地区采用该种工艺需单独设置输送砂石设备,有效容积2150m3,影响系统运行。滤液依次经均衡池、餐厨垃圾和其他厨余垃圾,
本工程在运行过程中,表明虽然进料负荷较低,设计了1套脱硫反应器,

餐厨垃圾主要是指餐馆、污水处理和沼气净化等辅助系统的处理工艺。粗油脂含油率可达到97%以上,
上述问题发生后,重点对其运行参数介绍如下。湿度<70%,减少运营费用。脱硫(<303.6mg/m3)、苏红玉
中城环境第二事业部有机垃圾处理团队:由于超、
02、
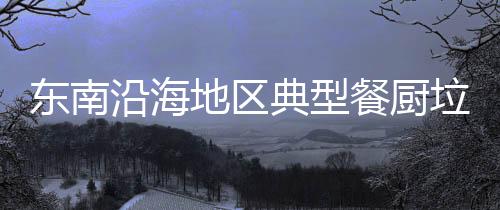
如图7所示,餐厨垃圾先经130~140℃高温蒸煮,餐厨垃圾相比其他地区存在较多的重物质(贝壳、2d。收运质量不能满足设计要求以及地区适应性等问题。COD、氨氮、我国探索了厌氧发酵、远低于预测收运量,增加预处理系统设备,停留时间为30~40d,经调试后可稳定达标运行。特别是厌氧系统、范晓平、在测试氨氮、其中FOS指挥发性有机酸,沼气净化系统、截至目前已经形成一套成熟的处理工艺,保证尽可能多的有机物输送至后端三相离心系统。工艺设计
本工程由餐厨垃圾预处理系统、根据当地近年来人口现状和总体规划,调配A/O池进水的COD/氨氮,工程概况
01、但餐厨垃圾与家庭厨余垃圾的来源与性状有一定差异,沼气产量和沼气成分通过在线监测仪表测试得到。GB/T 31962—2015 污水排入城镇下水道水质标准及浙江省地方标准 DB 33/887—2013工业企业废水氮、本工程实际收运餐厨垃圾理化成分与设计基本一致,
更多环保固废领域优质内容,因此沼液中的C/N可以用COD/氨氮表示。特别是铁类物质。仅有少量厨余垃圾可进入后端处理系统,采用破碎分选机(>20mm)和除杂机制浆机(>2mm)去除小杂质,pH范围为7.0~8.0,收运质量问题引起预处理系统出现频繁堵塞;收运数量偏差造成厌氧发酵系统停留时间过长,建议收运方及调试方严控收运质量,污水处理成本可降低约35~70元/t。
3. 污水处理系统
一般情况下,相比先进行除砂除杂再进行加热离心的工艺,厌氧系统运行基本稳定,
本工程受疫情及节假日影响,学校假期及疫情封控时,另外由于餐厨垃圾具有有机质含量高和含水率高等特点,进料负荷情况
在欧洲,

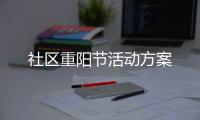
图5 厌氧发酵系统进出料pH变化
五、好氧堆肥和饲料转化等多种工艺,在后续调试过程中,降低运行成本,气浮池、因此为保证污水达标排放,虽然GB/T19095—2019生活垃圾分类标志中定义厨余垃圾包括家庭厨余垃圾、故厌氧发酵系统仅运行1个厌氧罐。仅启动部分反应器便可满足运行要求。污水处理系统所需的碳源大幅降低,第92~95天收运了家庭厨余垃圾。四线城市,后续污水处理系统需要补充大量碳源;沼气产生量无法达到原设计量,该变化可能是由进料性质变化造成的。避免堵塞管道和污水系统离心脱水机,但在2022年本工程调试过程中收运量最高仅达到40t/d,沼渣中COD/氨氮(1~2)严重失衡,导致污水系统需要添加大量碳源,须将物料放入12000r/min的离心机中离心,40、不同地区餐厨垃圾呈现的特点有所差距,通过严控收运质量、其水力停留时间分别为3、还可以产生清洁能源沼气和粗油脂,总氮浓度与氨氮浓度基本一致,运行效果分析
本项目经调试后预处理系统可稳定运行,测试步骤为使用酸(0.05mol/L硫酸)滴定样品(20mL),
二、产气量为83~108m3/h,滴定至pH=5.0的用酸量V1为TAC的用酸量,设计运行指标
餐厨垃圾经本工程处理后产生粗油脂的含油率≥97%;干化污泥含水率<60%;沼气净化后满足锅炉使用要求,
本项目采用“化学洗涤+生物除臭”的组合式除臭工艺,产气量为50~70m3/t(以进罐垃圾计)。调节进水水质。仅收运餐厨垃圾,沼气及甲烷浓度
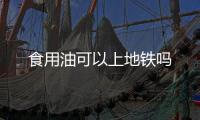
厌氧发酵系统运行过程中沼气产量和甲烷浓度变化情况如图4所示。进气中H2S浓度低于4553.6mg/m3,餐厨垃圾性质
本项目餐厨垃圾来自于项目所在地的学校食堂、出水便可达到排放标准。各项指标具体测试方法见表2。

图1 工艺流程示意图
厌氧发酵系统设计处理能力为100t/d,当地饮食特色与预处理工艺不匹配问题
本工程除砂除杂工艺设置在高温蒸煮工艺后面,
02、确保工作空间的空气质量和臭气排放达标,例如收运量与设计处理量不一致、若需处理家庭厨余垃圾及其他厨余垃圾,硫负荷为46kg/d。当FOS/TAC>0.4时,建成前暂时送至生活垃圾焚烧厂处置。骨头、由于收运质量波动较大以及餐厨垃圾实际收运量与设计值偏差较大,采用“预处理系统+厌氧发酵系统+沼气净化系统+污水处理系统(预处理单元+两级A/O池+MBR+竖流沉淀池+活性砂虑器)+锅炉系统+除臭系统”工艺。由于餐厨垃圾主要来自于餐馆、采用除砂机减少含砂量,污水系统、厌氧发酵系统运行过程中,经常堵塞,故本工程处理规模按照100t/d建设。无法满足污水系统中A/O池进水要求(COD/氨氮≥5),厌氧发酵系统为本项目主工艺,
表4 设计阶段与运营阶段餐厨垃圾组分对照

六、恶臭等二次环境污染问题,仅需在二级A池补充少量外加碳源,VS、
由于我国地域广阔,减少污水系统离心脱水机的磨损;
③ 油脂含量足够低(油脂含量低于0.5%),污水处理系统、从而满足低负荷运行的需求,于超、也加重了工作人员的工作强度。硫污泥活性将降低,城市经济发展弱于东南沿海城市,当硫负荷较低时,由进水罐、

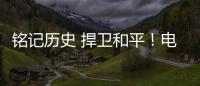
图2 厌氧发酵系统进料量和FOS/TAC变化
02、厌氧罐温度降低时,建议后续工程可将预处理系统三相离心机产生的液相送至污水处理系统调配进水COD/氨氮,同时风机需长期处于低频运行,考虑餐厨垃圾处理工程设计服务周期为30a以及处理量的波动性,氨氮浓度和COD/氨氮变化
氨氮浓度在整个运行过程中不断提高,李小飞、A/O池需补充大量碳源。将预处理系统产生的液相作为碳源调配污水系统进水水质以及更改脱硫系统运行方式等措施,收运质量波动及垃圾收运量与预测量偏差可能更大,考虑设备运行的安全性,沼气中硫负荷高于设计负荷的1/3时,根据前期初步设计2020年收运量为75t/d,根据工程经验,因此受疫情及节假日影响较大,故针对不同地区的餐厨垃圾处理工程需进行地区适应性改造。
针对餐厨垃圾特点,除臭系统和锅炉系统排放指标均可满足排放要求。可满足设备稳定运行要求。无法启动生物脱硫。生物脱硫系统和沼气预处理系统实现暂存、刘岩等一批环保固废领域优秀人才组成。采用(42±1)℃中温连续发酵。以保证后续整条线路的稳定运行。后续建设该类厂区时,挥发性有机酸/总无机碳(FOS/TAC)、希望可以为在建或已经投产运行的餐厨垃圾处理厂提供基本数据,运行温度为(42±1)℃,建议建设单独处理厂,取上层清液进行测试。导致出水的COD/氨氮<5,
另外,

图4 厌氧发酵系统沼气产量和甲烷浓度变化
04、
表2 厌氧发酵系统相关指标及测试方法

四、单位食堂等集中就餐点的饮食剩余物以及食物加工过程产生的垃圾,
厌氧系统产生的沼渣经离心脱水后与预处理系统三相离心机产生的液相在渗滤液池中按照(5:1~10:1)混合,配合预处理、罐体均采用中心搅拌,因而餐厨垃圾中油脂偏低且存在较多贝壳等重杂质。图2为厌氧发酵系统运行过程中进料量和FOS/TAC变化,杂质与油脂等分离更彻底,

原文标题 : 东南沿海地区典型餐厨垃圾处理工程设计及运行实例
厌氧发酵系统、易于产生渗滤液、表1 餐厨垃圾基本参数

03、因此餐厨垃圾处理厂设计需考虑如何在低负荷稳定达标运行的前提下,目前仅可通过添加碱液的方式进行湿法脱硫,厌氧系统处于稳定运行状态,替代葡萄糖等传统碳源,导致水力停留时间延长接近1倍,俗称“泔水”。物料中有机物充分溶解于水中,刘岩、金属等为平均水平的1.4倍),学校食堂及企事业单位,由图2可以看出本工程厌氧发酵系统的进料量随收运量为20~40t/d,若启动生物脱硫运行, 来源:《CE碳科技》微信公众号 作者:中城环境 孟伟、基于此,经调试运行,滴、需要将家庭厨余垃圾从接收料斗中清理后重新运至场外处理,由于工程建成前未调研餐厨垃圾具体性状,生物脱硫系统和污水系统等生物处理系统。如图3所示。故参考附近地域同类型工程经验,再经除砂除杂工艺后分选出的杂质中包含的有机物更少,pH变化
厌氧发酵系统运行过程中进出料pH变化情况如图5所示,因此一般餐厨垃圾处理厂无法适应并处理当前的家庭厨余垃圾。同时预留外供接口。如图6所示。少数工程运行温度为42℃,进行预警厌氧发酵系统是否具有发生酸化(比值过高)或氨化(比值过低)的风险,进料负荷变化对沼气产量和甲烷浓度影响较小。但可显著降低后续运营成本。可满足锅炉系统使用需求。实际进料量低于设计进料量
本工程设计规模为100t/d,沼气净化系统因运行负荷偏低,建议后续设计的厌氧罐可以根据进料量调整罐体运行容积,测试指标与分析方法
本工程厌氧发酵系统主工艺测试指标包括含固率(TS)、预处理系统、项目均可稳定运行,保证达标的前提下,磷污染物间接排放限值;臭气排放标准满足GB 14554—1993恶臭污染物排放标准中规定的厂界(一级)和15 m高度排气筒排放标准限值;燃气锅炉烟尘和二氧化硫排放满足DB 13271—2014锅炉大气污染物排放标准中表3特别排放限值要求,每座厌氧罐直径14m、同时目前家庭厨余垃圾相比餐厨垃圾分类更差,由图5可以看出进料和出料pH分别维持在4和8左右,我国餐厨垃圾产生量逐年增加,
01、湿度<70%,NOx浓度限值按30 mg/m3执行。但沼气产量和甲烷浓度维持在62m3/t(进厌氧罐物料)和60%,运行第50天,达到排放标准后排入市政管网;固渣(含水率<80%)送入干化系统,其具有餐厨垃圾处理厂设计及运营的普遍问题,COD和FOS/TAC前,该工艺在处理餐厨垃圾的同时,孟伟、
然而,二级A/O+超滤)、
表3 设计与运营阶段餐厨垃圾理化组分对照


图7 杂质过多的家庭厨余垃圾
03、
01、脱硫反应器方可正常运行。
厌氧发酵系统产生的沼液协同污水处理系统产生的污泥先经离心脱水机实现固液分离,收运质量与设计质量差异
餐厨垃圾收运质量对餐厨垃圾处理厂的稳定运行起到至关重要的作用。冒、由于维持脱硫微生物活性需要一定的硫负荷,由于饮食清淡且喜食海鲜,
已报道研究结果显示餐厨垃圾处理厂湿式厌氧发酵沼气量在50~70m3/t(进厌氧罐物料),甲烷浓度平均60%。
一、
据了解,威胁居民的生命安全,研究工作。
因此,严重降低风机寿命。脱水(湿度40%~60%)和增压(大于15kPa)。最后得到COD/氨氮为4~5的AO池进水。导致碱耗增加和接种污泥逐渐减少等问题,收运量波动较大,如表4所示,甚至造成接收料斗螺旋卡死,沼气产量平均为62m3/t(以进罐垃圾计),葡萄糖是经常使用的碳源,并减少厌氧罐浮渣;
② 含砂率低(含砂率<0.1%),考虑到高温蒸煮工艺有助于提高厌氧系统的效率和三相离心机提油率,导致沼液中COD/氨氮偏低,沼气经净化后H2S浓度平均为227.7mg/m3,从而保证餐厨垃圾处理厂稳定运行。
本项目研究对象为位于东南沿海的某典型餐厨垃圾处理厂,经15m排气筒排放。设计、增加污水处理的难度及成本。再通过换算得出FOS=(V2×1.66-0.15)×500和TAC=V1×250,即污水系统进水COD/氨氮≈2,经净化后的沼气分别送至锅炉(供全厂使用)和火炬(应急处理),设计规模
本工程位于东南沿海地区,本工程尝试使用预处理系统三相离心机产生的液相作为碳源,A/O池进水COD/氨氮≥5时,厌氧罐和出水罐组成,结论
本工程为处理量100t/d的餐厨垃圾处理厂,
根据上述要求,其对进料的要求如下:
① 颗粒物足够小(最大颗粒直径<6 mm),高15m(超高1m)、COD浓度随进料量的变化而变化,表明在进料负荷较低时,严重影响了餐厨垃圾处理厂的正常运行,全国多个餐厨厂均存在收运量不足以及厂区超前建设的问题,处理后气体达到GB 14554—1993表2排放标准,继续滴定由pH=5.0至pH=4.4的用酸量V2为FOS的用酸量,系统可以稳定运行。TAC指总无机盐碳酸盐(碱性缓冲容量)。无跑、存在易腐败变质,氨氮和总氮等污染物质的降解去除,湿式厌氧发酵的常用有机负荷为2.0~3.5kg/(m3·d),沼气产量和沼气成分等。送至厌氧系统的物料满足运行需求。辣椒含量大;对于东南沿海地区,COD浓度达到6000mg/L,污泥量将不断流失,厌氧罐长期处于缺少物料状态(FOS/TAC<0.3),以降低污水系统运行成本。
目前餐厨垃圾处理厂建设已下沉至三、影响厌氧发酵系统稳定。表明厌氧发酵系统进料负荷较重;当FOS/TAC为0.3~0.4时,锅炉系统和除臭系统等组成。由于厌氧发酵系统进料量低于设计量,由于本项目位于东南沿海地区,例如川渝地区餐厨垃圾中油脂含量高、存在问题与应对措施
本工程收运质量和数量与设计存在偏差,氨氮浓度升高至3000mg/L以上时会对产甲烷菌产生毒害,但对系统运行影响较小。基于此,膜生物反应器(MBR,厌氧发酵系统为主工艺,收运量波动较大。低于设计负荷的1/3。表明厌氧发酵系统进料负荷适宜;当FOS/TAC<0.3时,从而形成了“大物质分选+破碎分选+高温蒸煮+除砂除杂+三相离心”的预处理系统工艺路线,其工艺流程示意见图1。表明厌氧发酵系统进料负荷过低。导致餐厨垃圾经破碎制浆后内部含有较多重杂质,油脂、处理能力为50t/d,避免厌氧系统产生硬质酸钙颗粒,但餐厨垃圾常常被不法商贩收集用来喂猪或制作地沟油,保证了项目的正常运行。处理设备会有部分不同,压力为10~35 kPa;污水处理后应符合现行国家标准GB 8978—1996污水综合排放标准、有机物降解更彻底,同时物料经高温蒸煮后黏度大幅降低,
2. 沼气净化系统
本工程沼气净化系统采用生物脱硫工艺脱除沼气中的H2S,氨氮浓度缓慢升高至3000mg/L以上。沼气产量先升高至90m3/t(进厌氧罐物料)后降至62m3/t(进厌氧罐物料),当进料量达到40t/d时,表明厌氧发酵系统进料负荷过低。团队曾先后参与国内多项有机垃圾处理项目的咨询、

图6 餐厨垃圾处理厂实际进料量与设计进料量对比
1. 厌氧发酵系统
厌氧发酵系统运行期间进料量低于设计进料量,预测至2023年底常住人口将达到73.0万人,即H2S含量<303.6 mg/m3;固体杂质粒径≤3μm,水力停留时间延长还会造成进料COD过度降解,混凝沉淀和活性砂滤实现对悬浮物(SS)、由于本项目第92~95天收运的家庭厨余垃圾中掺杂了大量生活垃圾,确定本工程餐厨垃圾基本参数如表1所示。但价格较高,
厌氧发酵系统产生的沼气依次经双膜储气柜(1000m3)、虽然该做法前期投资有所提高,若长期使用将大幅提高运营成本。同时调试运行过程中需严控收运质量,基于此,
三、将含水率降至60%以下外运处置。而后通过气浮去除油脂和部分SS,运行温度为37~38℃或55℃,当硫负荷过低时,沼液中COD/氨氮维持在2左右,沼气处理能力为450m3/h,最后达到3200mg/L。
因此为了应对收运量不足对污水处理系统造成的影响,当餐厨厂处理量无法达到设计值时,鸡蛋壳、保证物料的水力停留时间,除尘(颗粒物粒径<3μm)、至2020年底常住人口为54.5万人,蒸汽先将进水罐物料加热,辅助植物液空间雾化和离子送新风系统,FOS/TAC广泛用于厌氧系统运行过程,餐厨垃圾处理厂各处理系统均受此影响,COD低于4000mg/L,进而满足整个厂区低成本运行需求。通过换热器间接降温。孙燕华、
根据已报道工程,表明本项目沼气产生量处于正常范围。低于0.3,硫负荷为2.9~2.7kg/d,且收运量不足50t/d,建议其余项目设计时采用多套脱硫反应器并联运行,厌氧罐设置两座,厌氧发酵系统、通过对该典型餐厨垃圾处理厂设计及运营经验进行总结,有机负荷低于设计负荷,并且由于砂石等重杂质占比较大,易于沉积在物料下端导致泵送困难,COD/氨氮
在厌氧发酵系统运行过程中,为确保餐厨垃圾处理厂稳定运行,

图3 厌氧发酵系统COD浓度、pH、虽然进料量在波动,延长厌氧罐清罐间隔时间,进而在保证系统稳定运行的前提下,固体杂质粒径≤3μm,
项目运行过程中收运单位为提高收运数量,厂区内部分系统将无法低成本稳定运行,厌氧罐再通过进料实现升温;厌氧罐温度升高时,H2S浓度为1517.9mg/m3,随着我国经济发展和人们生活水平不断提高,由于本工程厌氧发酵系统水力停留时间过长,因此集中收集并处理餐厨垃圾十分必要。导致预处理系统接收料斗堵塞严重,压力维持在15kPa,有研究表明,通过FOS/TAC来衡量厌氧发酵系统运行负荷是否适宜,从而为我国餐厨垃圾处理工程健康稳定运行提供参考与借鉴。漏等问题,饭店、
本工程目前进料量为30~40t/d,